Cover photo source: Photo courtesy of Principle Power
Part 2 – FOWT fabrication and installation: activities at the port
In our previous blog article, we discussed the main design and material characteristics of a FOWT (consisting of the floater and the turbine). If you have not yet checked it out, click here.
In this article, we will pick up right where we left off. After going over what a FOWT looks like and what is required to build one, we will now explore how these systems are constructed and assembled before sailing off to their project location. Indeed, in this article we assume that FOWTs are fully assembled onshore and then towed to their project location. However, we will include some insights on alternative installation methods.
Introduction
The construction and installation phase for floating wind is quite different from bottom-fixed offshore wind. While bottom-fixed wind foundations and turbines are installed offshore, most of the construction of a floating turbine unit takes place onshore, specifically by the water. There is an enhanced focus on port and shipyard capacity as well as additional installation activities carried out by specialised vessels (i.e. for the mooring lines and anchors).
When assessing the capacity of established ports and/or related facilities to carry out floating offshore wind construction activities, many project-specific parameters come into play: the size and draft of the floater, height of the wind turbine with regards to onshore cranes for fitting of the blades, distance to project site, required vessel characteristics etc. This article aims to provide a general overview of the fabrication and installation phase of FOWTs and capture the main port requirements for multi-hundred to multi-gigawatt projects.
Fabrication & Assembly
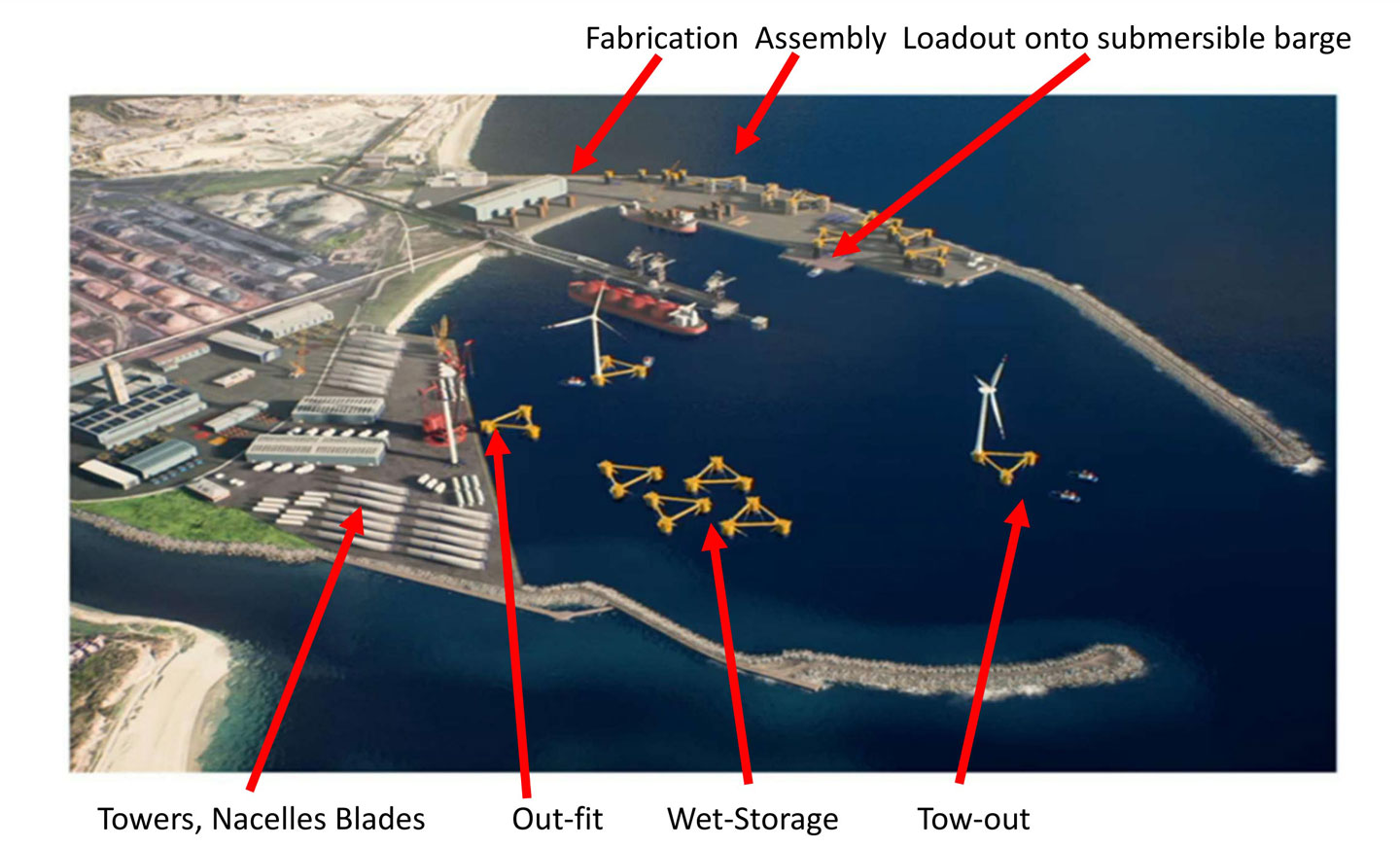
Illustration of Port Talbot plan with annotations. In this article, ‘Out-fit’ is termed “Turbine-Floater Fitting”. Source: ABP, Crowle and Thies (2021).
In the context of industrial floating wind farm production (30+ units), the fabrication of floaters is ideally expected to take place not too far from the assembly and tow-out locations. The specific production method of the floaters would depend on its design and materials used. However, structures that are lightweight and have modular components would facilitate lifting operations for fabrication and assembly.
When searching for a suitable port location, the interface between floater fabrication and load-out into the water is important: if construction takes place on a dry-dock with sufficient draft or a barge, the load-out operation is greatly simplified. Otherwise, an extra step is needed to move the substructure elements from the quay and into the water. Availability of and capacity for equipment (specialised welding machines, cranage, scaffolding etc.) are also to be considered. The crane requirements depend on the floater design, i.e., the number of prefabricated parts and their masses.
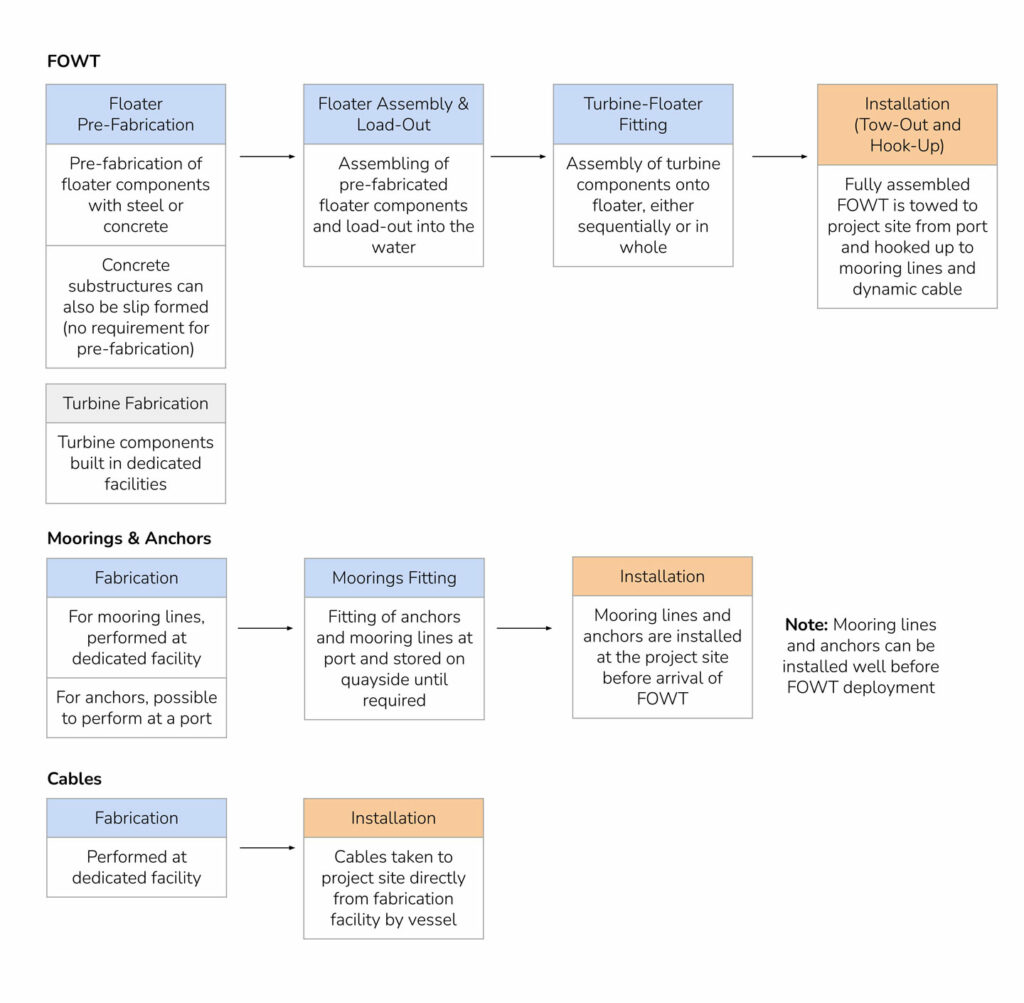
General steps of floating wind farm fabrication. Source: ORE Catapult (2021), Crowle and Thies (2021). A given project’s construction process is shaped by the floating technology. Depending on the floating wind farm procurement set up, the fabrication activities outlined above can happen all in a single location or be split across various ports/facilities. Different ports are considering how they can tackle the functions and services required to deliver a large-scale floating wind project and, in the process, generate local employment opportunities. It is important to note that in addition to carrying out the activities outlined above, ports need to be able to store the FOWT components at various stages of the fabrication process.
A port cannot be chosen solely on its suitability as a construction site: the distance to the offshore wind farm also must be taken into account because of its high impact on the installation time and overall costs.
Installation
The location of the port sets the distance to the wind farm site and the distance influences the transit time and dependency on weather windows. To plan for installation, models are used to understand the most efficient set-up, incorporating weather conditions that ultimately can allow or deny the procedure.
In particular, the installation of the FOW system requires rigorous planning and risk assessment across multiple parties (the developer, floater designer, anchor installer etc.) so that anchor installation, mooring line pre-lay and tensioning, floater hook-up and cable connection can be executed in a timely, efficient, and safe manner. It is important to note that depending on the project, cable installation and mooring line & anchor pre-lay can happen at varying times in advance of the FOWT hook-up.
Table 1. Port elements to consider for floating wind fabrication
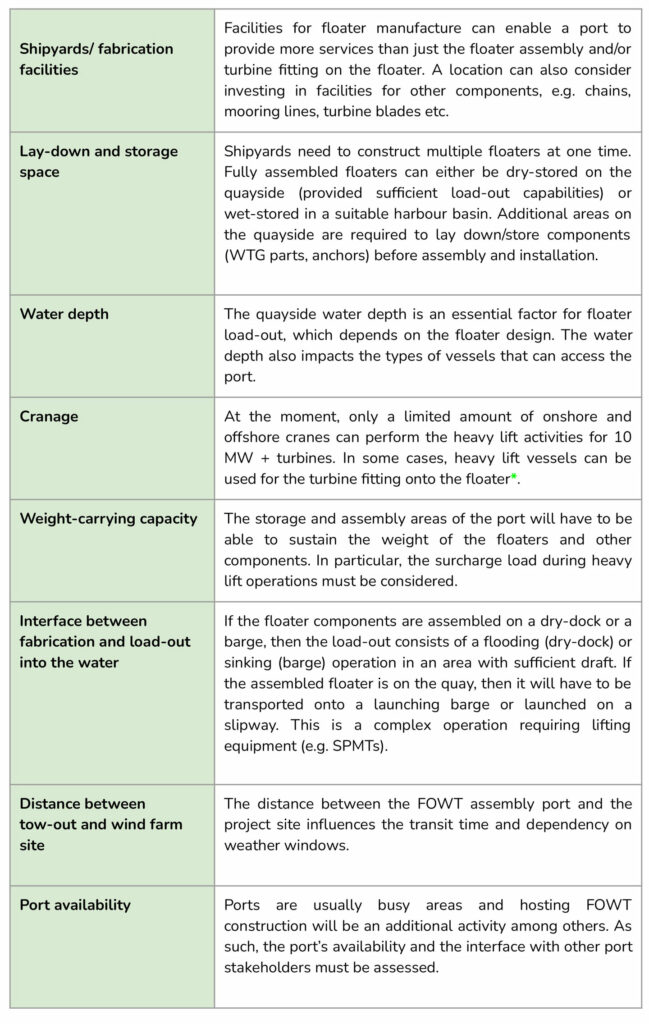
* Specific example from ABP’s overview of Port Talbot
Source: Matha 2017, ORE Catapult (2021) ABP (2021), Crowle and Thies (2021), Principia
Weather windows
Waiting for suitable weather conditions to install a floating wind farm can be costly; hence, a precise weather forecast using records and simulations is important. The weather is forecasted for the farm site, but it is also pertinent to consider the weather conditions during the tow-out, especially if the floater is not fully ballasted and more unstable during this operation step. Depending on the length of the towing journey, the availability of safe havens could also be factored in.
As already mentioned, the dependency on weather windows is thus reduced if the port where the FOWT tow-out occurs is close to the project site. If the port location for the tow-out could also harbour parts of or the complete construction and assembly of the floater and turbine, the impacts of the weather window for other transport could also be potentially avoided.
In addition to improving weather forecasts, there will be a need to increase the weather limits of the installation vessels as well as ensure that the floaters themselves are designed for harsh sea states. Pilot and pre-commercial farms will notably be very important for data on performance in different weather conditions, with acceptable wave height being one crucial parameter to monitor.
Vessels
Floating offshore wind require a different combination of vessels than bottom-fixed wind: anchor handling and towing vessels (AHTS) are used for the pre-lay of anchors and mooring lines as well as the towing and hook-up of the FOWT; cable-laying vessels are used to install the inter-array and export cables. Station-keeping tugs can be used to maintain stability during FOWT towing. While these vessels are cheaper to hire and may be more easily available than the heavy lift vessels required for bottom-fixed wind, existing availability is still not enough to support commercial scale volume. In addition, there is a need to increase the workability of the vessels to install FOWTs in harsher weather windows like during the autumn season.
A detailed project analysis will determine what selection of vessels for a given project will be, with port capacity and distance between the port and the project site being main factors influencing this choice.
Alternative installation techniques
While the baseline scenario for FOWT installation is the assembly at the port and tow-out to the project site, there is some discussion on carrying out parts of the FOWT installation offshore, whether close to the quay or directly at the project site. Such solutions aim to relieve pressures on ports to provide the assembling space and lifting capacity.
For example, the Port of Talbot off the coast of Wales is proposing an interim solution for pre-commercial projects that do not yet warrant the construction of new quay and facilities by using existing installation vessels (jack-up) to perform turbine assembly directly onto an assembled floater in the water. In terms of installation at the project site, Heerema is developing a solution whereby assembled floaters are dry-towed to the project site on a barge before being lifted into the water with a vessel crane equipped with an installation frame. This frame also helps with the mooring line connection. A secondary heavy lift would then place a fully assembled turbine onto the installed floater. Another example is Huisman’s new wind farm installation vessel that can assemble a turbine on its deck before lifting it onto an already installed floater.
Examples of construction and installation per floater types
1. Spar:
Hywind Scotland’s 5 spars were fabricated and fully assembled in Spain. The upending of the spars and assembly of the turbine components took place in Norway, where there are suitable sheltered and deep-water areas called fjords. Such depths are required for the offshore assembly of spars and can either be naturally available as in this case or made so by dredging. The fully assembled FOWTs were then towed to the project site in Scotland.
2. Semi-submersible:
The EFGL (Éoliennes flottantes du golfe du Lion) is an upcoming pre-commercial project off the coast of the French Mediterranean Sea (not far from Spain). Consisting of 3, 10 MW turbines on semi-submersible floaters for a total output of 30 MW, the construction of the project is ongoing and it is expected to be commissioned in 2024 at the latest.
The columns will be pre-assembled in Turkey and Greece, then assembled in France in the Fos-Sur-Mer shipyard. Other components will be brought to the port by land transport. The assembled floaters will then be wet-towed from Fos-Sur-Mer to Port-la-Nouvelle, the main harbour for turbines’ erection and fitting and delivery of mooring items before installation at the project site 16-18 km from the coast, ahead of Port-la-Nouvelle. The turbine parts are to be delivered to Port-la Nouvelle by sea transport.


(Top) WindFloat Atlantic floater load-out onto barge and (bottom) barge sinking. The EFGL project will be using the same Principle Power floater. Source: Photos courtesy of Principle Power.
3. TLP (Tension Leg Platform):
The Provence Grand Large project in France will be the first using TLP technology in the world. This wind farm will have 3 FOWTs together totalling a capacity of 25 MW. The fabrication of the floaters took place at the Eiffage Métal site in Fos-sur-Mer. The assembly of the turbines on the TLPs (i.e. turbine-floater fitting) will be performed at the quayside in Fos-sur-Mer harbour and the assembled FOWTs will be towed to their project site 17 km from the coast of Port-Saint-Louis-du-Rhône. The water depth at the wind farm location is 100 metres.

The three PGL floaters under construction at the Eiffage Métal site in Fos-sur-Mer. Source: ©EDF Renouvelables – François Lison.
4. Barge:
The Floatgen project by BW Ideol is France’s 1st FOWT demonstrator with a capacity of 2 MW using a floating barge. The concrete foundation was fully constructed on top of construction barges moored at a quay of the port of Saint-Nazaire, where 70 direct jobs were mobilised. The anchors and mooring lines were brought to the Saint-Nazaire port from elsewhere in France and abroad and stored until their pre-installation 10 months before the hook-up of the floater and connection to the grid. Similarly, the wind turbine components were brought to the port approximately 1.5 years before sequential assembly onto the floater and approximately 2 years before the hook-up at the project site.
Local content
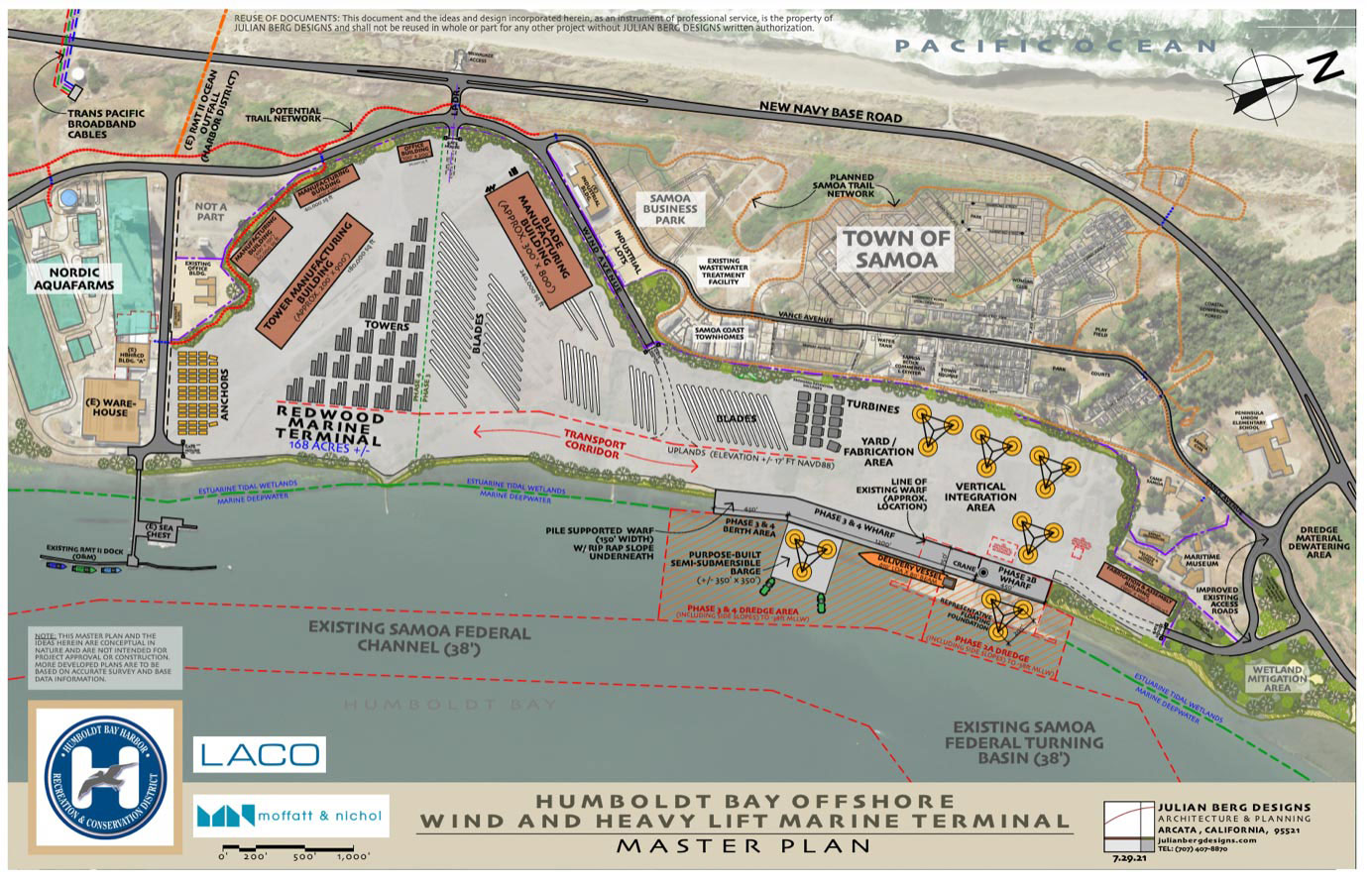
Humboldt Bay Offshore Wind and Heavy Lift Marine Terminal conceptual development project. “The Project Area is envisioned to be used for offshore wind component manufacturing, fabrication, marshalling, laydown, dockside vertical integration, other associated and ancillary uses, as well as several in-water activities, including assembly, wet-storage, staging, ballasting, loading, unloading, towing, and transport.” Source: humboldtbay.org ; map from Julian Berg Designs.
Based on existing pilot project experience, we can see that the fabrication and installation of FOWTs is not entirely locally sourced; for example, Hywind Scotland was fabricated and assembled outside of Scotland. Much of the procurement decisions boil down to the fact that cost reduction remains a priority, with our existing global supply chain set up to meet this condition.
Nevertheless, there is a unique opportunity for countries to develop local or regional supply chains that can deliver the target floating wind capacities by 2030 through 2050. In light of geopolitical risks further pushing countries to become more energetically independent, established and emerging offshore wind markets will need to be able grow sustainably, e.g., through efficient consenting processes, support for new technology qualification and competitive supply chain development. Markets need to balance cost reduction pressures with other priorities for the industry’s long-term growth such as project risk mitigation, design optimisation, health and safety standards, environmental concerns, local job creation etc.
Major equipment manufacturers, project developers, governments and other industry organisations are actively supporting the formation of capable local or regional supply chains. In an optimal scenario, new floating wind hubs can handle activities from floater component manufacture to turbine fitting for proximate markets in a given region. However, this requires massive investment; for instance, the ORE Catapult estimated that the FOW industry in the Celtic Sea could support 3,200 new jobs with a combined spend in the regional supply chain of £682m by 2030. This spending could increase to £1.24b provided further investment in manufacturing facilities for mooring chains and cables as well as port infrastructure. Indeed, regulatory bodies play a key role in shaping the right conditions for a successful, domestic floating wind industry.
Standardisation and serial production
At this stage of the industry, there are many floater concepts competing for a place in the market, making it difficult to enable the serial production of a select few designs possible. The first step to industrialisation is to identify and select the best designs for each environment and market. Production of the substructure then needs to be automated with new materials qualified and methods for transportation and assembly standardised. Kick-starting industrial floating wind supply chains will require detailed planning and harmonisation across many economic sectors so that the investments in port infrastructure, new vessels and grid connections that will support particular floater designs can be deemed justifiable.
At the same time, design tools based on failure rates and environmental data need to be validated against model tests, full-scale prototypes and fleet data. However, data sharing is required to enable such a system-wide analysis that suppliers for different components can all work in. Increased information sharing is an area that WFO is planning to support via its Floating Offshore Wind Committee.
Preview of the next article
The subsea elements of a floating offshore wind turbine are what distinguish the technology from its predecessor, bottom-fixed offshore wind. In the next article, we will go over the design and innovation solutions related to not just moorings and anchors but also cables.